Оборудование применяемое в швейном производстве. Курсовая работа: Оборудование швейного производства
В последнее время большими темпами стали появляться фирмы, швейные производства, которые производят швейные изделия . Начинают такой бизнес чаще всего люди, которые знакомы со швейным делом: технологи, конструкторы одежды, модельеры.
Оборудование для швейного производства
Чтобы организовать швейное производство , необходимо такое оборудование:- швейные машинки;
- раскройные машинки;
- установки для влажно – тепловой обработки;
- межоперационные столы;
- петельный автомат для выметывания петель;
- пуговичный автомат;
- оверлоки;
- распушевалка;
- закроечные ножи;
- раскройное оборудование
Документы для организации швейного производства
Чтобы открыть швейное производство , можно зарегистрироваться в качестве частного предпринимателя или можно создать юридическое лицо. Для регистрации частного предпринимателя нужно в районную государственную администрацию принести такие документы: справку о присвоении идентификационного кода, регистрационную карточку-заявление, платежку об уплате за регистрацию. Если решили оформить юридическое лицо, необходимо составить устав предприятия, получить в статистическом управлении справку о присвоении идентификационного кода, получить свидетельство о государственной регистрации субъекта предпринимательской деятельности. Если заниматься этими вопросами без какой-либо посторонней помощи, то можно уложиться за 2 месяца и потратить около $100. Ускорение этой процедуры потребует крупных материальных затрат - около $400.Помещение для швейного производства
Для швейного производства необходимо располагать довольно большой площадью. Несомненно, можно работать благодаря надомному способу: дома у каждой швеи дома устанавливаете по швейной машине, развозите им полуфабрикаты и крой, а затем собираете готовую продукцию. И при этом денежные средства можно сэкономить за счет отсутствия платы за аренду помещения, но увеличиваются транспортные и другие накладные расходы. Тем более что у рабочих возникает соблазн использовать ваше оборудование для «левых» работ.Лучше всего выбирать помещение, какое не нуждается в капитальном ремонте и уже имеет промышленную электросеть с напряжением 380В. Иначе повышаются первоначальные затраты. Оптимальный вариант - аренда нескольких помещений на швейной фабрике. Но в таком случае придется «приглашать в долю» администрацию предприятия, которое дает крышу над головой.
Одним из вариантом может быть обращение с заявлением в районную государственную администрацию (там есть сведения о свободных помещениях, находящихся в ее ведении) с просьбой об аренде. В таком случае нужно будет подготовить рабочий проект, который все требуют при проверках: и пожарники, и санитарно-эпидемиологическая станция, горэнерго. Цена оформления такого рабочего проекта колеблется от 10 до 20 долл. за 1 кв. м. При этом лучше заключать договоры напрямую с теплосетью, с энергоснабжающей компанией и другими. Потому что в противном случае, если арендодатель будет неплатежеспособным, энергетики могут отключить всех. Тем более что когда есть прямой договор намного легче решать вопросы с НДС на электроэнергию: поставщик энергетики официально ее продавец, а арендодатель - нет. Несомненно, «способ прямого договора» потребует дополнительных материальных затрат: понадобятся счетчики и другая аппаратура, чтоб были технические возможности арендодателя отключить, а вас - нет.
Организация работы швейного производства
В швейном цехе , чтобы простоя помещения и машин был минимальным, работать лучше в две группы. В состав одной группы могут входить швеи, работник на влажно-тепловой обработке, один бригадир. Так же понадобятся закройщики, лаборант - он прошивает полностью первый экземпляр новой модели. Эту работу также может осуществлять и модельер или конструктор-технолог. Бухгалтер, механик, электрик могут быть приходящими. К примеру, в работе механика цех будет нуждаться периодически, примерно раз в месяц, чтобы проводить профилактический осмотр и необходимую регулировку оборудования. И в экстренных случаях, при поломке нужен будет механик.Самый распространенный режим работы в компаниях - два дня работает одна группа с 8 утра до 21 часа, а два дня - другая. Воскресенье - выходной для всех. Но если же в потоке работает более 20 машин, то и швей потребуется столько же, два человека - на влажно-тепловой обработке и трое - на раскрой. Если в цехе столько машин, то лучшим вариантом будет принять в штат механика. Чтобы работа шла бесперебойно нужно иметь профессионалов своего дела: конструктора, модельера, технолога. Когда будет работать столько людей, также необходимо принят на работу кладовщика, он будет нести ответственность за сохранность расходных материалов, сырья и готовой продукции.
Важным моментом при открытии швейной мастерской является вопрос о специализации своего дела. Если заниматься всем и по чуть-чуть, то нужно будет потратить очень много денег и времени. Высокого качества изготавливаемой продукции можно добиться лишь в одном направлении: шитье шуб, костюмов, постельного белья, изделий из хлопка или трикотажа. И исходя из этого выбора, осуществляется комплектация нужным оборудованием.
Поставщики, ткани, материалы, фурнитура для швейного производства
Следующая стадия организации швейного производства - поиск поставщиков сырья: фурнитуры, ткани. Их можно найти где только угодно: в интернет-магазинах, на оптовых базах, можно наладить контакты напрямую с производителями и т.д. Главные критерии: надежность, цена товара, качество и добросовестность поставок. Материалы необходимо подбирать в зависимости от спроса и потребностей заказчиков. Хорошие натуральные ткани закупаются для пошива одежды для обеспеченных людей, и для среднего класса. Остальным достаточно синтетических вещей и изделий из смесевых волокон. При этом, бюджетный вариант ничуть не уступает своим внешним видом дорогим аналогам.Реализация готовой продукции может осуществляться на рынке или через магазины, специализирующиеся на продаже одежды, магазины взрослой и детской одежды, организации, магазины штор, предприятия. Можно отдавать продукцию под реализацию. После того как качества товара будет оценено высоко, покупатели потянутся сами за хорошими вещами.
Размещено на /
Опишите классификацию швейных машин
швейный оверлок игла нитеперетягиватель
Среди новинок в области этого производства можно выделить: вышивальные швейные машины, компьютерные швейные машины, вязальные машины, оверлок. Вышивальные швейные машины предназначены для вышивки на одежде и прочих изделиях, как искусственных, так и натуральных. С их помощью на ткань можно наносить всевозможные рисунки любой сложности, размера, цветовой гаммы. Компьютерные швейные машины значительно "умнее" обычных машин. Отличаются ЖК дисплеем, программируемым положением иглы в конце шитья. Способны выполнять в среднем 55-70 операций (в зависимости от производителя, целей использования и т.п.) Машины имеют небольшой вес и размер, однако это значительно затрудняет работу с большими вещами. Вязальные машины служат для создания вязаных вещей. Оверлоки – для обметывания краев изделий. Основное предназначение - обрезка и обработка краёв ткани при шитье изделий из сыпучих тканей. В настоящее время швейные машины используются не только в производстве, но и в быту, то есть для личного пользования. Бытовые швейные машинки отличаются легкостью, относительно небольшим размером, практичностью.
Технологическая классификация швейных машин
По назначению:
Машины стачивающие прямострочные;
Машины стачивающие зигзагообразные;
Машины стачивающие – обметочные;
Машины для выполнения потайных строчек;
Полуавтоматы для изготовления петель;
Полуавтоматы для пришивания пуговиц;
Полуавтоматы для изготовления закрепок (короткошовные);
Полуавтоматы длиношовные;
Полуавтоматы вышивальные и отделочные;
Конструкторская классификация швейных машин
По виду стежка:
Челночные;
По форме строчки:
Промострочные;
Со сложной строчкой;
По числу игл:
Одноигольные;
Двухигольные;
Трехигольные;
Многоигольные (при числе игл более трех);
По направлению рукава:
Праворукавные;
Леворукавные;
Фронтальные;
По виду платформы:
С плоской;
С цилиндрической;
Со сложной;
По виду смазки:
С индивидуальной;
С централизованной;
Со смешанной;
По признаку специализации:
Универсальные;
Специализированные;
Специальные;
По наличию автоматизации:
Машины неавтоматизированные;
Машины автоматизированные;
Машины полуавтоматы;
Машины автоматы;
По скоростным характеристикам:
Низкоскоростные (частота вращений главного вала до 2500 мин-1);
Среднескоростные (2500…5000 мин-1);
Высокоскоростные (свыше 5000 мин-1).
Составьте кинематическую схему механизма иглы машины 97 – А класса ПО "Промшвеймаш" г. Орша, опишите устройство и регулировки механизма
Высокоскоростная машина 97 – А кл. Оршанского завода "Легмаш" предназначена для стачивания тканей бельевой и костюмной групп из натуральных и искусственных волокон двухниточным челночным стежком.
Машина создана на базе машины 97 кл. и отличается от нее изменой конструкцией механизмов нитеперетягивателя и двигателя ткани. Кроме того, в машине смонтирован сдвоенный шиберный насос, обеспечивающий принудительную подачу масла к трущимся деталям основных механизмов машины с одновременным удалением накапливающего масла из передней части головки машины в поддон.
Частота вращения главного вала, об/мин – 5 500.
Длина стежка, мм:
в прямом направлении до 4,5
в обратном направлении до 3,5.
Высота подъема лапки над уровнем игольной пластины, мм – до 6.
Максимальная толщина сшиваемых материалов, мм – 4.
Иглы – тип 3, группа В, №№ 75, 90, 100, 110, 120 (ГОСТ 7322 – 55).
хлопчатобумажные в шесть сложений:
8,5 тексЧ3Ч2 (№ 118/3/2);
5,9 тексЧ3Ч2 (№ 170/3/2) ГОСТ 6309 – 73.
шелковые:
3,2 тексЧ6 (№ 310/6);
3,2 тексЧ12 (№310/12) ГОСТ 10878 – 70.
Электродвигатель:
напряжение, В – 220/380;
мощность кВт – 0,27; 0,4.
частота вращения вала, об/мин – 2800.
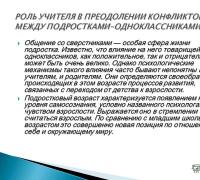
Рис. 1. Конструктивно-кинематическая схема иглы и нитеперетягивателя машины 97-А класса.
1 – игла; 2 – игловодитель; 3 – стягивающий винт; 4 – соединительная шпулька с хомутиком; 5 – нитеперетягиватель; 6 – палец; 7 – кривошип; 8 – шатун; 9 – сухарь; 10 – направляющая; 11 – два винта; 12 – накладка; 13 – главный вал.
Конструктивно – кинематическая схема машины показана на рис. 1а. Главный вал расположен в шариковых подшипниках и вращается в направлении от работающего. Положение подшипников фиксируют разъемными пружинами кольцами, вставленными в кольцевые выточки обоймы подшипников.
Ступицы махового колеса и кривошипа упираются в торцы внутренних колец подшипников. Такое устройство исключает осевое перемещение главного вала.
Механизм иглы
Механизм иглы (рис.1б) кривошипно-шатунный. Кривошип 7 закреплен на переднем конце главного вала 13 стопорным винтом. Кривошип имеет утолщенную часть – противовес, необходимый для динамического уравновешивания масс движущихся звеньев механизмов машины.
В отверстии кривошипа стопорным и упорным винтами закреплен палец 6. На палец надета верхняя головка шатуна 8 с разрешенным в ней игольчатым подшипником. В нижнюю головку этого шатуна вставлена соединительная шпилька с хомутиком 4, через отверстие которого пропущен игловодитель 2 и закреплен стягивающим винтом 3. На конец шпильки надет сухарь, движущийся по направляющей 10, закрепленной в головке машины двумя винтами.
Игловодитель выполнен полым. Он перемещается в двух направляющих втулках. Нижняя втулка удлиненная. Такая конструкция механизма исключает поворот игловодителя вокруг своей оси и уменьшает изгибающие усилия, передаваемые от шатуна игловодителю, что необходимо при работе машины на повышенных скоростях.
Иглу 1 устанавливают в игловодителе коротким желобком в сторону носика челнока (вправо) до упора и закрепляют винтом. Для обеспечения правильного взаимодействия иглы с челноком механизм иглы имеет регулировку, допускающую изменение положения игловодителя вверх или вниз в хомутике 4 при ослабленном винте 3.
Дайте характеристику машины 862 кл. ПО "Подольскшвеймаш"
Одноигольная промышленная швейная машина 862 кл. Подольского механического завода им. Калинина предназначена для пошива мужских и женских пальто и спецодежды беспосадочной двухниточной челночной строчкой.
Машина снабжена равномерно вращающимся челноком с вертикальной осью вращения. Продвижение материала осуществляется совместным движением зубчатой рейки и иглы, качающейся вдоль линии строчки. Нитеперетягиватель шарнирного типа.
В машине на нижнем распределительном валу установлен шиберный насос. В процессе работы машины шиберный насос через распределитель подает смазку на все основные трущиеся поверхности механизмов. Машина снабжена встроенной в рукав моталкой, которая необходима для намотки нитки на шпульку.
Технологическая характеристика машины
Частота вращения главного вала, об/мин:
При работе нитками правой крутки Z – 4500
При работе нитками левой крутки S – 4000
Длина стежка, мм – до 4,5
Максимальная толщина стачиваемых материалов в сжатом состоянии под лапкой, мм – 6
Иглы – тип 3, группа И, № 100, 110, 120, 130, 150 (ГОСТ 7322 – 55)
Хлопчатобумажные матовые в шесть сложений – 11 тексЧ3Ч2 (№90, 9/3/2) – 6,7 текс Ч3Ч2 (№149/3/2) ГОСТ 6309 – 73
Шелковые – 3,2 тексЧ12 (№310/12) ГОСТ 10878 – 70
Габарит машины, мм – 1250Ч650Ч1400
Электродвигатель асинхронный:
Напряжение, В – 220/380
хлопчатобумажные и смешанные одежные – ГОСТ 12939 – 66
хлопчатобумажные плащевые – ГОСТ 9009 – 70
камвольные полушерстяные (смешанные) для мужских костюмов – ГОСТ 7290 – 65
грубошерстные и полугрубошерстные – ГОСТ 6621 – 72
тонкосуконные полушерстяные (смешанные) для мужских и женских пальто – ГОСТ 8293 – 64
Машина создана на базе машины 852 кл. и отличается отсутствием одной иглы и челнока. Применение машины при стачивании боковых срезов деталей мужского пальто из основной ткани позволяет сократить время операции на 11,6 с. Внедрение машины увеличивает производительность труда и дает экономическую эффективность.
Дайте характеристику машины 335 – 121 фирмы "Минерва"
Машина 335 – 121 кл. фирмы "Минерва" предназначена для стачивания средних и толстых тканей зигзагообразной строчкой двухниточным челночным стежком.
Привод машины от электродвигателя через фрикцион. Главный вал расположен в двух подшипниках качения. Нитеперетягиватель шарнирно-рычажный. Игла совершает движения двух видов: поступательные движения она получает от кривошипно-шатунного механизма, колебательные поперек строчки (вдоль платформы машины) – от механизма отклонения иглы.
Вращение от главного вала на промежуточный передается через зубчатую ременную передачу (i = 1:1). Челнок получает равномерно-вращательные движения от челночного вала, расположенного поперек платформы, с передаточным отношением i = 1:2. Размер челнока по сравнению с размером челнока машины 97 кл. увеличен, что позволяет увеличить длину наматываемых на шпульку ниток до 80%. Механизм двигателя ткани реечного типа.
Управление обратным ходом рейки производится вручную с помощью рычага, расположенного на стойке рукава машины. Основные узлы нагруженных механизмов смонтированы в игольчатых подшипниках. Смазка механизмов централизованная фитильная.
Техническая характеристика машины
Частота вращения главного вала, об/мин – 4000
Длин стежка в обоих направлениях, мм – до 5
Ширина зигзага, мм – до 10
Высота подъема лапки над уровнем игольной пластины, мм – 7
Иглы – тип 135, № 100, 110, 120, 130
Нитки хлопчатобумажные – 8,5 тексЧ3Ч2 (№ 118/3/2) – 6,7 тексЧ3Ч2 (№ 149/3/2).ГОСТ 6309 – 73
Вылет рукава, мм – 260
Масса головки, кг – 35
Электродвигатель:
Мощность, кВт – 0,4 и 8.
Частота вращения вала двигателя, об/мин - 2870
Дайте характеристику машины 302 – 1 кл. ПО "Подольскшвеймаш"
Машина выпускается Подольским механическим заводом им. М. И. Калинина и предназначены для втачивания рукава в пройму однолинейной строчкой челночного переплетения с посадкой материала рукава (тип 301). Машина 302-1 кл. применяется для обработки изделий из материалов костюмной группы.
Техническая характеристика машины 302-1 кл.
Частота вращения главного вала, об/мин – 2000
Длина стежка, мм – 1,8 – 4,5
Высота подъема лапки над уровнем игольной пластины, мм – 9
Максимальная толщина стачиваемых тканей, мм:
В сжатом состоянии – 3
С местными утолщениями – 4
Иглы – тип 3, группа И, № 90, 100, 110, 120 (ГОСТ 7322 – 55)
Нитки ГОСТ 10878 – 70:
Хлопчатобумажные в шесть сложений – 8,6 тексЧ6 (№116/6); 7,5 тексЧ6 (№ 133/6); 6,7 тексЧ6 (№ 150/6);
Шелковые – 3,2 тексЧ12 (№ 310/12)
Лавсановые – 11,1 тексЧ3 (№ 90/3)
Вылет рукава, мм – 252
Масса головки машины, кг – 36
Величина посадки верхнего слоя ткани при длине стежка в 2,5 мм, % - 25
Мощность электродвигателя, кВт – 0,27


Машины устанавливаются на специальном промышленном столе и для удобства выполнения операции имеют небольшие колонки 1 (рис. 2). Основным отличием этих машин от ранее рассмотренных является то, что они имеют два механизма перемещения материалов: нижнюю рейку 2 и верхнюю рейку 4. Поворотом рычага 5 вверх поднимают верхнюю рейку 4 и лапку 3;
На игольную пластину укладывают пройму изделия. Линейку-направитель 21 предварительно задвигают до упора 19 и равняют по ней пройму изделия. На пройму надвигают раздельную пластину 22 и укладывают на нее материал рукава. Таким образом разделительная пластина 22 дает возможность каждой рейки продвигать только свой материал и создавать посадку рукава относительно проймы.
При заправке верхнюю нитку с бобины или катушки проводят через нитенаправительное отверстие скобы 13, сверху обводят между шайбами дополнительного 10 и основного 14 регуляторов натяжения, проводят вниз между шайбами регулятора 15 и подводят под нитепритягивательную пружину 6. Затем нитку снизу вверх проводят под нитенаправительную пластину 7, вводят справа налево в ушко нитепритягивателя 9, закрытого предохранительной скобой 8, вводят сверху вниз под нитенаправительную пластину 7, под вторую нитенаправительную пластину 16, в отверстие иглодержателя 17 и заправляют слева направо в ушко иглы 18.
Нижнюю нитку направляют так же, как и в машине 852 кл. или 862 кл. (пластину 20 предварительно отодвигают вправо).
После заправки ниток и укладывания полуфабрикатов машину включают, нажимая ногой на педаль. Чтобы осуществить посадку на машинах 302-1 и 302-2 кл., работающий нажимает на вторую педаль, и рейка 4 при подъеме лапки 3 будет перемещать материал рукава на большую длину стежка; когда работающий снимает ногу с педали, рейки продвигают материалы на одинаковую длину стежка. Подъем рейки 4 и лапки 3 может осуществляться от коленного рычага. Величина посадки регулируется перемещением стрелки 11 относительно шкалы 12.
Машины 302-1 и 302-2 кл. выпускают вместо машины 202 кл.
Список используемой литературы
Исаев В. В. Оборудование швейных предприятий: Учеб. для проф. – техн. Училищ. – 3-е изд., испр. и доп. – М.: Легпромбытиздат, 1989. – 336с.: ил.
Ермаков А. С. Оборудование швейных предприятий: учеб. для нач. проф. Образования. – М.: ИРПО; ПрофОбрИздат, 2002. – 432 с.
Франц В. Я. Оборудование швейного производства: Учеб. для сред. проф. Образования – М.: Издательский центр "Академия", 2002. – 448 с.
Вальщиков Н. М. Оборудование швейного производства. Изд. 2-е, испр. и доп. М., "Легкая индустрия", 1977. Авт.: Вальщиков Н. М., Шарапин А. И., Идиатулин И. А., Вальщиков Ю. Н. 520 с., с ил.
Рачок В. В. Оборудование швейного производства: Учеб. пособие для проф-техн. Училищ/ Владимир Валерьянович Рачок. – Минск: Вышейшая школа, 2000. – 193.: ил.
Размещено на
Похожие рефераты:
Обзор классификации и особенностей строения однониточных и многониточных плоских цепных стежков с покровными нитками и без них, применяемых для изготовления трикотажных изделий. Принципы моделирования и художественного оформления женского легкого платья.
Работы швейной машины. Построение кинематической схемы и траекторий рабочих точек механизмов иглы и нитепритягивателя. Определение скоростей и ускорений звеньев механизмов иглы и нитепритягивателя, построение плана ускорений. Силовой анализ механизмов.
Массовое производство швейных изделий. Механизация и автоматизация выполнения сборочно-соединительных операций. Технологический процесс изготовления сорочки. Выбор и характеристика модели. Выбор и обоснование материалов и фурнитуры, обработка изделия.
Создание изделия по модным тенденциям, удовлетворяющее потребности покупателей и выгодное для производства. Обоснование выбора модели. Жакет женский прямого силуэта с укороченными цельнокроеными рукавами и ассиметричной застежкой на тесьму-молнию.
Культура одежды как форма материальной культуры народа. Технологии современного швейного производства. Технологическая последовательность изготовления женского комплекта с применением новейшего оборудования и усовершенствованных методов обработки.
Швейные машины: конструктивные особенности, назначение; функции и условные обозначения; классификация по числу игл, по специализации. Виды машинных стежков и пошивочных швов; выбор технологического режима обработки в зависимости от свойств материала.
Рабочие органы машин челночного стежка, их назначение и конструктивные разновидности, устройство и работа. Склеивание деталей одежды, область применения клеевых соединений. Операции по обработке узла, обработка разреза рукава мужской сорочки обтачкой.
Характеристика материалов, применяемых при изготовлении костюма для мальчика. Выбор методов обработки изделия и оборудования. Разработка графических методов обработки, основных узлов, разработка инструкционной карты на оптимальный вариант обработки.
Изучение и анализ деятельности предприятия легкой промышленности - швейной фабрики "Бердчанка". Функции, состав и оборудование экспериментального цеха, особенности подготовительного производства. Организация работы раскройного и швейного цехов фабрики.
Вид сборочных схем. Методы обработки бокового прорезного кармана. Особенности обработки и соединения с изделием воротников. Способы обработки бортов в пальто. Способы обработки низа рукавов в верхней одежде. Характеристика рабочих органов швейных машин.
Классификация швейных машин. Основные механизмы в работе швейных машин. Описание привода выбранной машины. Неисправности, возникающие в работе и их устранение. Разработка мероприятий по устранению опасных и вредных производственных факторов.
Техническая зарисовка и характеристика модели, техническое описание. Нормативно-техническая документация на изготовление одежды. Конструктивные линии деталей швейного изделия. Машинные стежки и строчки, применяемые при изготовлении данного изделия.
История изобретения швейной машины. Швейное машиностроение в России. Классификация швейных машин, технологическая характеристика, рабочие органы. Техническое обслуживание оборудования и виды неполадок. Опасные и вредные производственные факторы.
Проектирование жилета детского повседневного, описание его внешнего вида и характеристика используемых материалов. Определение предполагаемой мощности потока. Технологические требования к выбранной технологической операции, описание применяемой машины.
Особенности процесса производства и поставки оборудования фирмами-изготовителями. Общая характеристика вспомогательной техники для швейного производства, ее значение. Нетрадиционные области применения швейной машины, подходы и технические разработки.
Подготовка женского костюма к примерке. Обработка жакета после примерки. Окончательная отделка костюма. Обработка плечевых срезов, соединение воротника с горловиной. Обработка рукавов со шлицами. Организация труда при ручных и машинных работах.
Эскиз женской сумки. Выбор материалов с указанием физико-механических и гигиенических свойств. Технологический процесс изготовления изделия. Перечень производимых операций, оборудования, инструментов, приспособлений и вспомогательных материалов.
Характеристика швейного оборудования. Швейный полуавтомат 1095 класса, его механизмы и регулировки. Расчет и проектирование программного распределительного диска, определение теоретического и практического профиля программного диска, угла давления.
В последнее время все большей популярностью начинает пользоваться швейный бизнес.
Швеи, которые раньше работали на дому, открывают свои мастерские, а иногда и целый производственный цех. Хочется отметить сразу, что этот бизнес является достаточно выгодным занятием. Это легко объяснить. Ведь товары такого рода всегда пользовались у населения спросом.

Открывая швейный бизнес, нужно помнить о том, что конкуренция в нем очень большая. В каждом более-менее крупном городе нашей страны есть швейное производство или швейный цех. Чтобы в этой сфере, понадобится немаленький стартовый капитал. Основные статьи расходов придутся на аренду помещения, покупку оборудования, наем сотрудников и покупку необходимых материалов. Срок окупаемости назвать сложно, так как этот показатель непредсказуем. Специалисты рекомендуют открывать цех, который будет специализироваться на чем-то конкретном. Например, пошив детских зимних комбинезонов. То есть конкретная вещь и из конкретного материала. Это самая оптимальная стратегия для работы швейного предприятия.
Рассмотрим поэтапно, как открыть швейное производство
Вернуться к оглавлению
Регистрация цеха в роли юридического лица
Открыть свое дело можно в роли ИП (индивидуального предпринимателя) или ООО (общества с ограниченной ответственностью).
Если было решено зарегистрировать компанию как ИП, то в налоговую инспекцию необходимо будет собрать и представить следующие документы:

Рассмотрение комплекта документов на открытие ИП составляет пять рабочих дней.
При положительном решении об открытии ИП предпринимателю выдается:
- ОГРНИП;
- выписка из ЕГРИП (единый реестр ИП);
- уведомление о постановке на учет в налоговом органе физического лица;
- уведомление о регистрации в территориальном ПФС физического лица (Пенсионный фонд);
- из Росстата свидетельство о выдаче кодов статистики.
После прохождения регистрации,ИП необходимо изготовить печать (от 500 р.) и открыть расчетный счет в банке (от 2 тыс. рублей).
Если выбор был сделан в пользу ООО, то в налоговую предоставляется следующий комплект документов:
- заявление по форме 11001;
- устав ООО;
- если учредитель один, то решение об учреждении ООО. Если учредителей несколько, то предоставляется протокол о создании юридического лица;
- оплаченную квитанцию госпошлины (4 тыс. рублей);
- нотариально заверенные ксерокопии паспортов всех учредителей;
- если бухгалтерский учет будет вестись по упрощенной системе налогообложения, то необходимо написать заявление о переходе на УСН по форме № 26.2-1.
Срок рассмотрения заявления в налоговом органе составляет пять рабочих дней.
 В случае положительного ответа на заявление налоговая инспекция выдает:
В случае положительного ответа на заявление налоговая инспекция выдает:
- свидетельство о регистрации ООО;
- устав ООО;
- свидетельство по форме 1-3-Учет о постановке на учет в налоговом органе;
выписка из ЕГРЮЛ; - уведомление о регистрации в Пенсионном фонде России (ПФ);
- свидетельство о регистрации в ТФОМС (территориальный фонд обязательного медицинского страхования);
- свидетельство о выдаче кодов статистики из Росстата.
Встать на учет в ПФР, ФСС и Росстат займет еще несколько дней. Изготовление печати организации займет два дня. Открыть расчетный счет в банке занимает в среднем три дня. Уставный капитал у ООО должен быть не менее 10 тыс. рублей.
Коды ОКВЭД:
- 18.2 - производство одежды из текстиля и аксессуаров одежды;
- 18.21 - производство специальной одежды;
- 18.22 - производство верхней одежды;
- 18.24 - производство прочей верхней одежды и аксессуаров.
В соответствии с Федеральным законом РФ № 52-ФЗ от 30.03.1999 необходимо также будет получить разрешение от Роспотребнадзора и Госпожарнадзора.
Вернуться к оглавлению
Поиск и аренда подходящего помещения
Начать выбор подходящего помещения под цех напрямую зависит от планируемых масштабов производства. Приведем пример: для пошива 90-100 единиц из ткани в день площадь помещения должна составлять около 70 кв. м. Чем больше изделий будет изготавливать мастерская, тем большая арендная площадь понадобится. Хорошо открывать свой цех в одной из производственных зон города. Сдаваемые помещения в таких местах подходят по площади. и цена аренды невысокая. Прежде чем подписывать договор аренды помещения, узнайте, соответствует ли выбранное помещение всем требованиям СЭС и других проверяющих компаний.
 Швейный бизнес можно начать вести и на дому. В этом случае он будет заключаться в том, что для каждой швеи на дому устанавливается специальное оборудование, которое работает по конкретным швейным операциям. Получается, что одна швея делает выкройки, другая обрабатывает края изделия на дому, третья занимается стачиванием и т.д. В этом случае расходы на арендную плату отсутствуют, так как цех не нужен. Вся работа по производству товара выполняется швеями на дому.
Швейный бизнес можно начать вести и на дому. В этом случае он будет заключаться в том, что для каждой швеи на дому устанавливается специальное оборудование, которое работает по конкретным швейным операциям. Получается, что одна швея делает выкройки, другая обрабатывает края изделия на дому, третья занимается стачиванием и т.д. В этом случае расходы на арендную плату отсутствуют, так как цех не нужен. Вся работа по производству товара выполняется швеями на дому.
Вернуться к оглавлению
Оборудование для швейного цеха
Чтобы оборудовать швейный цех, понадобится следующее:
- швейная машинка;
- раскройная машина;
- установка тепловой обработки;
- установка влажной обработки;
- межоперационные столы;
- автомат по взметыванию петель;
- пуговичный аппарат;
- оверлок;
- парогенератор,;
- закроечный нож;
- раскройное оборудование;
- расходные материалы.
Расходы на оборудование составят около 250 тыс. рублей. Более точную сумму можно объявить, зная объемы работы, площади производства и количество сотрудников.
На покупку фурнитуры и ткани расходы составят 50 тыс. рублей.
Вернуться к оглавлению
Подбор персонала для швейного производства
 Успех этого бизнеса больше чем на половину зависит от уровня квалификации работающих в нем сотрудников. Следовательно, пристальное внимание следует уделить подбору персонала. Сотрудники должны иметь хотя бы минимальный опыт работы, иметь сертификаты и диплом об окончании профессиональных учебных заведений. Не менее важно, чтобы все они были вежливыми и доброжелательными в общении с клиентами. Если не хватает средств на высококвалифицированных сотрудников, можно нанять несколько профессионалов и в помощь им начинающих специалистов без опыта работы. Велика вероятность того, что, набравшись опыта, эти молодые сотрудники останутся на производстве.
Успех этого бизнеса больше чем на половину зависит от уровня квалификации работающих в нем сотрудников. Следовательно, пристальное внимание следует уделить подбору персонала. Сотрудники должны иметь хотя бы минимальный опыт работы, иметь сертификаты и диплом об окончании профессиональных учебных заведений. Не менее важно, чтобы все они были вежливыми и доброжелательными в общении с клиентами. Если не хватает средств на высококвалифицированных сотрудников, можно нанять несколько профессионалов и в помощь им начинающих специалистов без опыта работы. Велика вероятность того, что, набравшись опыта, эти молодые сотрудники останутся на производстве.
Для продуктивной работы персонала швеям лучше установить зарплату по формуле, небольшой оклад плюс процент от выручки. Это создаст дополнительный стимул к работе. На начальном этапе работы, когда заказов будет мало, можно нанять только швей. По мере того как бизнес будет расти, дополнительно потребуются приемщики заказов, закройщицы и модельеры.
КОНСПЕКТ ЛЕКЦИЙ ПО КУРСУ
«ОБОРУДОВАНИЕ ШВЕЙНОГО ПРОИЗВОДСТВА»
Тема 1. Цели и задачи курса. Общая характеристика технологического оборудования, его классификация.
1. Цели и задачи курса.
2. Состояние и направления развития швейного машиностроения в нашей стране и за рубежом.
3. Общая характеристика технологического оборудования.
4. Классификация технологического оборудования.
Цели и задачи курса.
Курс «Оборудование швейного производства» является одной из специальных дисциплин, определяющих профиль подготовки инженеров по специальностям 280800 «Технология швейных изделий», 280900 «Конструирование швейных изделий».
Целью настоящего курса является формирование широты мышления будущего специалиста – швейника в области эффективного использования современного швейного оборудования , комплексной механизации и автоматизации подготовительно – раскройного и швейного производства.
Основные задачи курса заключаются в приобретении глубоких и всесторонних знаний в области современной техники, средств организационной и технологической оснастки, автоматизированной технологии основанной на применении широкой гаммы полуавтоматического и универсального оборудования с широким набором автоматизированных функций.
Состояние и направления развития швейного машиностроения в нашей стране и за рубежом.
После кризиса 90-х годов производство оборудования для швейной отрасли в нашей стране постепенно восстанавливается. Наиболее распространенными на предприятиях швейной отрасли являются машины российских производителей, таких как Промшвеймаш» (г. Подольск), (Ростов-на-Дону), ПО «Азовский оптико-механический завод» и Чебоксарский опытный завод. Широко используются швейные машины белорусского производства.
Оборудование, производимое в настоящее время в России и Белоруссии, является основной базой для комплектования технологических процессов по изготовлению швейных изделий.
Кроме отечественного швейного оборудования, осуществляется поставка современной техники заводами швейного и электронного машиностроения, главным образом, Японии и Германии. Широко используется оборудование Чехословакии и Венгрии.
Общая характеристика технологического оборудования.
Оборудование швейного производства чрезвычайно разнообразно по номенклатуре из-за различий выполняемых швейными машинами технологических операций и в зависимости от конструкции машин и принципов управления ими.
Технологические процессы изготовления швейных изделий во многом определяют конструкцию и устройство необходимого для их проведения оборудования. С учетом назначения процесса, способа выполнения операций, а также формы и размеров обрабатываемых изделий создаются целые виды и классы оборудования, обеспечивающие изготовление изделий с наименьшими затратами при достижении наилучшего качества.
Классификация технологического оборудования.
Все основное технологическое оборудование в зависимости от области его использования в технологическом процессе подразделяется на четыре группы:
1) оборудование подготовительно-раскройного производства;
2) швейное оборудование;
Нарушение рабочих функций механизмов швейных машин приводит к браку изготавляемой продукции, несвоевременному срабатыванию отдельных механизмов, снижению производительности машины, а в ряде случаев – к быстрому изнашиванию или поломке ее деталей. Разладки механизмов выявляют по прямым или косвенным признакам.
Разлаженность отдельных механизмов машин и неисправность некоторых ответственных деталей и сборочных единиц наиболее наглядно проявляются в том, что в обрабатываемом изделии появляется брак.
Основными видами брака швейных изделий, возникающего из-за разладок механизмов машин, являются пропуски стежков, петляние строчки снизу или сверху, слабая строчка, тугая строчка, изменение длины стежка, грязная строчка, неправильная посадка материала, повреждение материала, несистематическое захватывание нижнего материала, неправильная обрезка ниток, неправильная обрезка края.
Для устранения причин, вызывающих брак выполняются технологические регулировки основных механизмов швейных машин.
Тема 8. Комплексно-механизированные линии и потоки производства одежды.
1. Общая характеристика КМЛ.
2. Технологическая оснастка рабочих мест технологических комплексов.
3. Организационная оснастка рабочих мест технологических комплексов. Универсальная сборная организационная оснастка УСО-1.
Выбор оборудования и оснастки для КМЛ.
Общая характеристика КМЛ.
Комплексно-механизированное производство – способ выполнения производственного процесса по всему его циклу машинами, механизмами и другими видами оборудования.
В зависимости от состава используемой системы машин различают комплексно-механизированные линии первого и второго поколения.
Основу системы машин, применявшихся для оснащения КМЛ первого поколения, составляли неавтоматизированные машины.
При создании КМЛ второго поколения удельный вес полуавтоматического оборудования возрос до 23% (по сравнению с 11% в потоках первого поколения). Швейные машины, оснащенные средствами автоматизации вспомогательных приемов, составляют около 40% общего количества машин.
По мере совершенствования системы машин, используемых для оснащения поточных линий , будут разработаны комплексно-механизированные линии последующих поколений.
Эффективное использование швейного оборудования, входящего в комплексно-механизированные линии, определяется не только его техническими возможностями. Большую роль при этом играет набор приспособлений и технических средств – технологическая и организационная оснастка.
Технологическая оснастка рабочих мест технологических комплексов.
Применение технологической оснастки позволяет обеспечить необходимое качество выполнения операций по обработке швейных изделий, уменьшить затраты времени.
В швейной промышленности для технологической оснастки рабочих мест применяются универсально-сборные приспособления (УСП).
Благодаря своей конструктивной мобильности УСП обладают высоким уровнем технической готовности. Необходимые производству компоновки УСП собираются и отлаживаются во много раз быстрее, чем специальные неразборные приспособления, что позволяет повысить оперативность и качество технологической подготовки производства новой продукции.
Разработаны три комплекта УСП.
УСП-1 предназначены для одноигольных стачивающих машин челночного стежка.
УСП-2 предназначены для двухигольных стачивающих машин челночного стежка.
УСП-3 предназначены для стачивающе-обметочных швейных машин.
В состав любого комплекта УСП входят следующие группы деталей и модулей: базовые детали, опорные детали и установочные детали.
Организационная оснастка рабочих мест технологических комплексов.
Универсальная сборная организационная оснастка УСО-1.
Организационная оснастка рабочих мест технологических комплексов представляет собой набор элементов, обеспечивающий рациональное построение трудового процесса, размещение и хранение деталей и инструмента, улучшение условий труда. Организационная оснастка способствует сокращению времени на выполнение вспомогательных приемов и позволяет без существенных капитальных затрат обеспечить на рабочем месте рост производительности труда на 5-15 %.
В швейном производстве разработан комплект элементов оргоснастки, который получил название УСО-1 (Унифицированная сборная оргоснастка). Из набора элементов, входящих в УСО-1, можно компоновать различные по назначению рабочие места.
Основное назначение комплекта УСО-1 – изменение геометрии крышки стола, применение полочек и кронштейнов для размещения пачек деталей. В УСО-1 входят функциональные элементы, монтажные элементы и крепежные детали. Все функциональные элементы (плоскости) монтируются на столе с помощью группы монтажных элементов.
Выпускается оргоснастка УСО-1 в трех комплектах. Комплекты применяются:
УСО-1-1 – в потоках по изготовлению мужского пальто,
УСО-1-2 – в потоках по изготовлению женского плаща,
УСО-1-3 – в потоках по изготовлению мужской сорочки.
Тема 9. Направления совершенствования и автоматизации производственного оборудования.
1. Основные направления совершенствования и автоматизации оборудования швейного производства.
2. Автоматизированный электропривод технологических машин и агрегатов для автоматизации основных и вспомогательно-переместительных приемов, специальных и сервисных функций.
3. Классификация автоматизированных функций. Формирование набора автоматизированных функций в швейных машинах.
Основные направления совершенствования и автоматизации оборудования швейного производства.
Ведущие машиностроительные фирмы мира, включая АО «Орша», предлагают потребителям швейного оборудования широкий набор новой техники, где применены принципиально новые технические решения и электронные системы управления. Эти фирмы в настоящее время универсальные машины челночного стежка выпускают только с электронным приводом и рядом электронно-механических модулей, которые позволили автоматизировать целый ряд функций, а также оснастить универсальные машины дополнительными механизмами. С другой стороны использование электроники позволило повысить технологические возможности оборудования, имея в виду гибкость и мобильность, прочность и точность соединения, а также существенно сократить время на обслуживание.
Как свидетельствует опыт технического перевооружения предприятий по производству одежды – для создания гибких и высокопроизводительных процессов в первую очередь необходимо широкоспециализированное оборудование с автоматизированными системами управления. При работе на таких швейных машинах возрастает производительность труда и улучшается качество выполняемых операций благодаря повышению точности обработки.
Автоматизация швейных машин общего и специально назначения заключается в автоматизации электропривода.
Автоматизированный электропривод технологических машин и агрегатов для автоматизации основных и вспомогательно-переместительных приемов, специальных и сервисных функций .
В общем случае электроприодом называется совокупность электродвигателя, средств передачи и редуцирования движения на главный вал машины, системы управления, контроля и защиты, включая пульт управления и средства отображения информации.
При работе на швейных машинах неавтоматического действия оператору приходится тратить время и силы на выполнение таких повторяющихся операций, как “Остановить машину”, “Обрезать нитки после окончания строчки”, “Поднять в конце и опустить в начале работы лапку”.
Современные автоматизированные швейные машины отличаются от обычных универсальных машин неавтоматического действия целым рядом автоматизированных функций. Перечень автоматизированных функций представлен в таблице № 1. Этот перечень постоянно пополняется.
Таблица 1.
Автоматизированные функции универсальных швейных машин
Подъем и опускание лапки |
|
Обрезка ниток |
|
Закрепка |
|
Регулирование длины стежка |
|
Отсчет числа стежков |
|
Регулирование скорости |
|
Регулирование давления |
|
Регулирование усилия прокола |
|
Регулирование натяжения верхней нити |
|
Контроль пропуска стежков |
|
Регулирование верхнего и нижнего двигателя ткани |
|
Регулирование растяжения и посадки материала и его месторасположение |
|
Совмещение деталей по рисунку |
|
Контроль сопряжения срезов |
|
Выполнение надсечек |
|
Рассоединение игловодителей |
|
Контроль верхней иглы |
|
Контроль нижней нити |
|
Контроль исправности иглы |
|
Контроль нагрева иглы |
|
Вдевание нити в ушко иглы |
|
Смена шпули |
|
Окрашивание верхней нити |
Основой данных устройств является автоматизированный привод, главное отличие которого от традиционного фрикционного привода – наличие в нем фиксированных частот вращения главного вала. Например, 1-ая ступень – частота вращения главного вала – 150÷200 об/мин, обеспечивающая доводку машины при е останове в заданном положении. 2-ая ступень – частота вращения ала - 1000÷2000 об/мин, производящая выполнение в автоматическом цикле закрепление нала и конца строчки, и промежуточные частоты вращения вала, при которых осуществляется пошив изделия.
После того, как машина выполнит заданное число стежков, происходит автоматический останов с позиционированием иглы, подъемом лапки, обрезка ниток.
Помимо выполнения технологических функций, автоматизированные системы управления обеспечивают ряд диагностических функций, которые контролируют работу. Следовательно, возможно сокращение времени на обслуживание и простои оборудования по механическим причинам.
Классификация автоматизированных функций. Формирование набора автоматизированных функций в швейных машинах.
Автоматизированные функции швейных машин по целевому назначению подразделяются на три группы: сервисные, специальные и типовые.
Классификация автоматизированных функций по целевому назначению приведена в таблице 2.
Таблица № 2
Классификация автоматизированных функций
Виды автоматизированных функций | Останов и позиционированирование иглы |
||
Подъем и опускание лапки |
|||
Обрезка ниток |
|||
Закрепка строчки |
|||
контроль длины стежка |
|||
Контроль края обрабатываемой детали |
|||
Отсчет числа стежков |
|||
Регулирование скорости |
|||
Регулирование давления лапки |
|||
Регулирование усилия прокола |
|||
Регулирование натяжения верхней нитки |
|||
Контроль пропуска стежков |
|||
Специальные | Регулирование длины стежка при выходе на край детали |
||
Регулирование верхнего и нижнего двигателей ткани |
|||
Регулирование растяжения и посадки материала и его месторасположения |
|||
Контроль положения края криволинейной детали |
|||
Совмещение деталей по рисунку |
|||
Контроль сопряжения срезов |
|||
Выполнение надсечек |
|||
Рассоединение игловодителя |
|||
Сервисные | Контроль верхней нитки |
||
Контроль нижней нитки |
|||
Контроль исправности иглы |
|||
Контроль нагрева иглы |
|||
Вдевание нити в ушко иглы |
|||
Смена шпули |
|||
Контроль плотности намотки нити на шпулю |
|||
Окрашивание верхней нити |
Минимально необходимый уровень автоматизации обеспечивают функции автоматизированного электропривода: 8 – регулирование частоты вращения главного вала; 2 - подъем-опускание нажимной лапки; 1 – останов и позиционирование иглы; 3 – обрезку ниток после окончания строчки. Следующая ступень автоматизации – 4 - программирование длины и конфигурации закрепки, ее местораположения; 7– отсчет числа стежков на отрезках строчки; 6 – контроль края обрабатываемой детали. Область применения этих функций охватывает практически все виды операций.
Универсальный характер имеют функции: 11 – регулирование натяжения верхней нити; 9 – давление лапки и 10 – усилия прокола материала иглой, так как служат для оптимального затягивания стежков и 5 – точного продвижения материала на длину стежка, при различных условиях соединения деталей. Все они обеспечивают качественное прокладывание строчек, а также функции контроля пропуска стежка.
Перечисленные функции необходимы для всех видов операций и швов, поэтому их можно выделить как типовые функции.
Разнообразие и особенности технологических операций: виды материалов, конфигурация и назначение детали, конструкция шва – требуют специальных функций. К таким функциям можно отнести: 13 – регулирование длины стежка при выходе на край детали при выполнении отделочных строчек; 14 – регулирование верхнего и нижнего двигателей для образования посадки или мягких складок; 17 – совмещение деталей по рисунку; 20 – рассоединение игловодителей в двухигольных машинах при прокладывании строчки в углах деталей; 19 – выполнение надсечек при страчивании выпуклых или вогнутых срезов; 16 – контроль положения края криволинейной детали относительно иглы; 18 – контроль сопряжения срезов; 15 – регулирование растяжения и посадки материала и его месторасположения.
Функции, направленные на автоматизацию обслуживания рабочего места, можно назвать сервисными. Это 21 и 22 – контроль состояния верхней и нижней ниток; 23 - контроль состояния иглы; 24 – контроль нагрева иглы; 25 – вдевание иглы в ушко шпули; 26 – смена шпули, 27 – контроль плотности намотки нити на шпулю; 28 – окрашивания верхней нити.
Формирование набора автоматизированных функций в швейных машинах.
Для выделения типов машин с широкими наборами автоматизированных функций необходимо решить две проблемы: с одной стороны, в машине должно быть максимальное число функций для более широкого охвата спектра технологических операций; с другой стороны, невозможно, чтобы одна машина могла выполнять все известные специальные, типовые и прочие функции.
Создание швейных машин осуществляется по базовым моделям. Базовая модель содержит набор взаимосвязанных типовых функций и отличается от другой характерной специальной функцией. Можно выделить восемь основных базовых моделей автоматизированных швейных машин (таблица № 3), а на их основе разрабатываются другие модификации, включая и зависимость способа укладывания и манипулирования деталей в соответствии с конструктивными особенностями.
Таблица 3.
Возможные модификации базовых моделей автоматизированных
швейных машин
Базовая модель швейной машины с характерной автоматизированной функцией | Набор автоматизированных | Размер и форма деталей | Число функций | Способ манипулирования деталей | Номенклатура технологи операций (ТО) | Доля ТО, 5 |
|
Автоматизированная одноигольная швейная машина с отсчетом числа стежков | Типовые функции: 1. Позицирование иглы 2. Подъем и опускание лапки 3. Обрезка ниток 4. Закрепка строчки 5. Регулирование длины стежка | Детали крупные различной геометрической формы Форма деталей одноплоскостная | Ручной механизированный с помощью зажимов; автоматизированный | Стачивание, притачивание, настрачивание, например манжет к рукавам, кокеток к полочкам и спинке, отделочных деталей со стабильными размерами, застрачивание низа изделий |
7. Отсчет числа стежков 9. Регулирование давления лапки 10. Регулирование усилия прокола 12. Контроль пропуска стежков Сервисные функции: 21. Контроль верхней нитки 22. Контроль нижней нитки 23. Контроль исправности игы 24. Контроль нагрева иглы 25. Вдевание нитки в ушко иглы 26. Смена шпули 27. Контроль плотности намотки нитки на шпулю 28. Окрашивание верхней нитки | краев деталей и т. п. | ||||||
Автоматизированная одноигольная швейная машина с контролем края обрабатываемой детали | Типовые и сервисные функции соответствуют 1.А + функция 6 – контроля края обрабатываемой детали | Детали мелкие, крупные одноплоскостные | Автоматический | Стачивание, настрачивание мелких отделочных деталей и т. п. | |||
Автоматизированная одноигольная швейная машина с устройством для выполнения дадсечек на сопряженных деталях по отсчету числа участков | Типовые и сервисные функции соответствуют 1.А + специальные функции: 19 – выполнение надсечек Деталей | Автоматический | Притачивание фигурных деталей, например, кокеток, стачивание рельефов, боковых срезов и т. п. |
Автоматизированная одноигольная швейная машина с регулированием длины последних стежков | Типовые сервисные соответствуют 1.А + специальные функции: 13 - регулирование длины последних стежков и 14 – контроль положения края деталей | Автоматический поворот и съем | |||||
Автоматизированная двухигольная швейная машина с рассоединением игловодителей | Типовые функции соответствуют набору 2.А; сервисные набору 1.А; специальные набору 4.А + функция 20 - рассоединение игловодителя с отключением иглы | Детали мелкие, средние и крупные одноплоскостные | Автоматический поворот и съем | Точное обтягивание стачивание деталей в углах, прокладывание отделочных строчек и т. п. | |||
Автоматизированная одноигольная швейная машина с совмещением деталей по рисунку материала | Типовые и сервисные функции соответствуют 1.А + специальные функции: 17 – совмещение деталей по рисунку4 18 – контроль сопряженности срезов | Детали крупные одноплоскостные | Автоматический | Стачивание боковых срезов. Рельефов, срезов бочков, спинки и т. п. | |||
Автоматизированная одноигольная швейная машина с регулированием верхнего двигателя ткани | Типовые соответствуют набору 2.А, сервисные - 2.А + специальные функции: 14 - регулирование верхнего двигателя; 18 – контроль сопряженности срезов | Детали мелкие и крупные | Автоматический | Втачивание, настрачивание тесьмы, рюш, оборок и т. п. к полочке, кокеткам, рукавам, воротнику и др. |
Реально универсальные швейные машины выпускаются пока еще с ограниченным количеством автоматизированных функций. Но, как показывает практика, количество моделей таких машин постоянно растет. Растет и количество автоматизированных функций.
Характеристика автоматизированных швейных машин АО «Орша» представлен в таблице 4.
Таблица 4.
Автоматизированные швейные машины АО «Орша»
Обозначение класса швейной машины | Автоматизированные функции |
||||||||||
Обтачивание деталей по контуру кассеты | Подъем-опускание лапки | Обрезка ниток | Позиционирование иглы | Закрепка | Отсчет числа стежков и запоминание | Контроль края обрабатываемой детали | Регулирование двигателей ткани | Контроль длины стежка | Регулирование посадки | Обрезка краев деталей |
|
131-421+100+305/1 |
Таким образом, ведущие фирмы швейного машиностроения в настоящее время производят не только узкоспециализированные швейные автоматы, но и широкую гамму универсальных швейных машин с автоматизированным приводом для автоматизации основных и вспомогательно-переместительных приемов, а также специальных и сервисных функций.
Это оборудование заняло большую нишу в сборочно-монтажном производстве и рекомендуется для практического применения.
Деятельность производственного предприятия характеризуется производственным технологическим процессом, который, как всякая развитая производственная система, включает в себя в качестве основных элементов средства, предметы и процесс труда.
Средствами труда на швейном предприятии являются швейные машины, прессы, оборудование подготовительно-раскройного производства, аппараты для клеевого соединения деталей и другое оборудование.
Предметы труда в швейном производстве - текстильные изделия (тканые, нетканые, вязаные). Процесс труда проявляется в преобразовании предмета труда в продукты труда и составляет сущность данного технологического процесса.
Процесс производства швейных изделий , как и на большинстве промышленных предприятий, складывается из резания (раскроя изделий), соединения деталей и сборочных единиц (шитья), формования - придания изделию заданной формы (влажно-тепловая обработка).
Рассмотрим производственный технологический процесс, осуществляемый на швейном предприятии.
Производственный процесс начинается с технической и технологической подготовки производства. Она включает создание базисной конструкции на один размер, изготовление лекал на все размеры, раскладку деталей, составление технического описания модели (описание внешнего вида, спецификации материалов, шкалу размеров и ростов, требования к раскрою, технологической обработке, табель мер), установление способов обработки на основе стандартов, технических условий, используемого оборудования, уточнение конструкции и изготовление рабочих лекал и т. д.
Указанные виды работ проводятся в экспериментальном цехе предприятия, а также в его отделах: производственно-техническом и отделе труда и заработной платы.
Непосредственное изготовление продукции начинается в подготовительно-раскройных цехах, где осуществляются количественный промер тканей, изготовление настилов швейных материалов, разрезание настилов на секции, вырезание деталей швейных изделий из секций, комплектование деталей и т. д.
Процессы швейного производства составляют основное содержание производственного процесса изготовления швейных изделий, так как именно на них приходится до 80% всех трудозатрат, связанных с производством швейных изделий. Эти процессы осуществляются в швейных цехах. Сюда относят виды работ: обработку отдельных деталей и сборочных единиц, монтаж изделия.
Заканчивается производственный технологический процесс изготовления швейных изделий в отделочных цехах, где осуществляются процессы влажно-тепловой обработки (ВТО) как внутри-процессные, так и заключительные.
Наиболее востребованное оборудование швейного производства является швейная машина - соединяет детали одежды ниточным швом, выполняет декоративную строчку, вышивку, обметывает края материала и т. д. Первая швейная машина создана в Великобритании в 1755. Различают швейные машины челночной и цепной строчки; стежок может быть видимым или потайным.
Швейные машины весьма разнообразны по своему внешнему виду, конструкции и кинематике. В швейной промышленности применяется большое количество различных машин, поэтому в целях систематизации их подразделяют на группы в соответствии с назначением:
· Прямострочные челночного стежка
· Прямострочные однониточного цепного стежка
· Прямострочные многониточного цепного стежка
· Зигзагообразной строчки
· Полуавтоматы для пришивания пуговиц и др.фурнитуры, операционных талонов
· Полуавтоматы для выметки петель, выполнения закрепок и коротких швов
· Полуавтоматы для обработки отдельных деталей одежды
Внутри каждой из этих групп машины подразделяются на две подгруппы в зависимости от характера выполняемой ими строчки (цепную строчку, челночную строчку).
По конструктивным особенностям машины подразделяются на одноигольные и многоигольные, челночные и бесчелночные, машины с вращающимися и качающимися челноками.
Все машины подразделяются на универсальные и специальные.